

会同县压机




- 上一篇:没有了;
- 下一篇:没有了;
相关产品



相关新闻
-
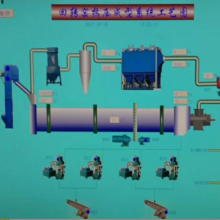
会同县碳酸锂回转窑煅烧生产线 [2023-07-05]
碳酸锂回转窑煅烧生产线是一种常用于生产碳酸锂的工艺流程。碳酸锂是一种重要的化工原料,广泛用于锂电池、陶瓷、橡胶和玻璃等领域。碳酸锂回转窑煅烧生产线的运行过程中,通过煅烧工艺将碳酸锂矿石转化为高纯度的碳酸锂产品。碳酸锂回转窑煅烧生产线主要由回转窑、预热器、冷却器、燃烧系统、除尘装置等设备组成。首先,碳酸锂矿石经过破碎、磨矿等工艺处理,得到适合回转窑煅烧的矿石颗粒。然后,矿石颗粒被送至预热器,通过高温
-
会同县关于活性石灰白灰窑生产线 [2023-03-09]
我国石灰生产企业众多,但技术设备能力和商品质量参差不齐。随着人们节能减排意识的提高和国家相应环保政策的出台,大量高能耗、高污染的石灰企业将被淘汰。近年来,由于其产量、质量、能耗、占地面积、投资、自动控制、节能减排等优点,大型活性石灰石回转窑生产线迅速获得市场认可和普及,符合冶金石灰产业大规模节能发展的趋势,具有广阔的应用前景。石灰窑是活性石灰石回转窑生产线的核心设备,是石灰工业规模化、系统化的有效
-
会同县石灰窑回转窑 [2025-02-12]
石灰窑回转窑是一种石灰烧制设备,它被广泛应用于建筑材料行业。石灰窑回转窑的工作原理及其优势在于其回转式结构,其烧制出的石灰质量好,产量高,并且能够适应不同原料的烧制需求。石灰窑回转窑是一种在工业生产中常用的石灰生产设备,它由筒体、滚筒和传动装置组成。在石灰窑回转窑的工作过程中,原料通过筒体由一端进入,然后在高温下进行烧制,最终产出成品石灰。其优势在于烧制出的石灰质量好、产量高,并且能够适应不同原料
